Oferta pracowni
Pracownia Procesów Technologicznych oferuje szeroki zakres usług badawczo-analitycznych i technologicznych w zakresie tworzyw sztucznych, kompozytów oraz technologii przyrostowych. Wspieramy jednostki naukowe, firmy oraz instytucje przemysłowe w realizacji projektów rozwojowych i wdrożeniowych.
Usługi analityczne – badania właściwości materiałów:
- Wyznaczanie właściwości mechanicznych przy rozciąganiu, zginaniu i ściskaniu
- Udarność (metoda Charpy’ego)
- Odporność na ścieranie (metoda Tabera)
- Twardość (metoda Shore’a)
- Gęstość rzeczywista, pozorna, nasypowa
- Właściwości reologiczne i lepkość dynamiczna
- Reometria kapilarna w wysokich temperaturach
- MFI – MFR (melt flow rate), MVR (melt volume rate)
- Dynamiczna analiza mechaniczna (DMTA)
- Temperatury ugięcia i mięknienia (HDT i VST)
- Badania przyczepności (pull-off test)
- Pomiar grubości powłok i połysku powierzchni
- Ocena barwy i atrybutów użytkowych barwy
- Starzeniowe testy UV, klimatyczne, przyspieszone badania klimatyczne i starzeniowe w środowisku korozyjnym (solanka)
Usługi technologiczne – przetwórstwo i prototypowanie:
- Wytłaczanie i homogenizacja tworzyw termoplastycznych (laboratoryjnie i półprzemysłowo)
- Formowanie filamentów do druku 3D (FDM)
- Druk 3D: FDM, DLP, SLS oraz wielkogabarytowy FDM
- Projektowanie CAD i przygotowanie modeli 3D (SOLIDWORKS®)
- Termoformowanie, prasowanie, suszenie i obróbka termiczna materiałów
- Otrzymywanie prototypów z żywic (odlewanie próżniowe)
- Wytwarzanie kształtek pomiarowych metodą wtrysku
- Przygotowanie mieszanin specjalnych, masterbatchy i compoundingu
- Przesiewanie, klasyfikacja i frakcjonowanie materiałów sypkich
Opiekunowie pracowni

dr hab. Robert Przekop, Prof. UAM
robert.przekop@amu.edu.pl

dr Piotr Marciniak
piomar12@amu.edu.pl

dr Marcin Szymański
marcin.szymanski@amu.edu.pl

dr inż. Anna Wrzesińska
anna.wrzesinska@amu.edu.pl

dr Miłosz Frydrych
frydrych@amu.edu.pl

dr Daria Pakuła
daria.pakula@amu.edu.pl

mgr Ewa Gabriel
ewa.gabriel@amu.edu.pl
Dostępna Aparatura
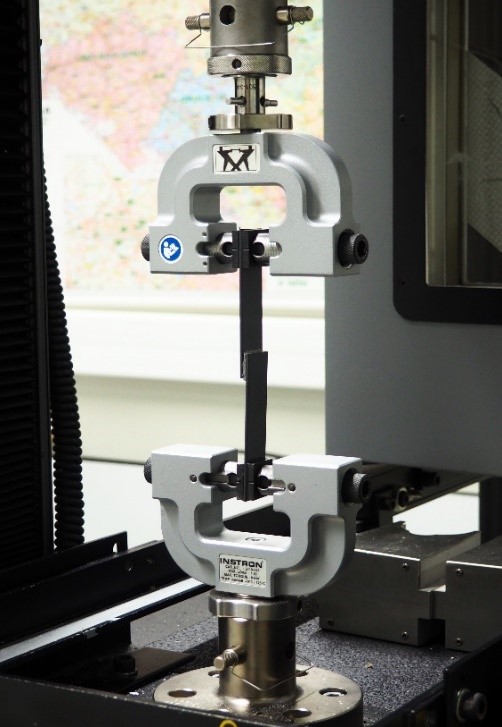
Maszyna wytrzymałościowa Instron 5969 o zakresie pomiarowym do 50kN (uchwyty przesuwne do 10kN) z komorą termiczną
- oznaczanie właściwości mechanicznych tworzyw sztucznych przy rozciąganiu (wytrzymałość na rozciąganie Rm [MPa], moduł sprężystości E (Younga) [MPa], Fmax – maksymalna wartość siły obciążającej/siła odpowiadająca maksymalnemu naprężeniu [N], odkształcenie przy wytrzymałości na rozciąganie εm (wydłużenie Δl przy Rm) [MPa], naprężenie przy zerwaniu Ru [MPa], wydłużenie przy zerwaniu εu [%]),
- oznaczanie właściwości mechanicznych tworzyw sztucznych przy zginaniu (wytrzymałość na zginanie σfM [MPa], odkształcenie zginające εf [%], naprężenie zginające przy złamaniu σfB [MPa], odkształcenie zginające przy złamaniu εfB [%], moduł sprężystości wzdłużnej Ef [MPa], zdolność do przenoszenia obciążeń zginających – krzywa zależności wytrzymałości na zginanie (strzałki ugięcia) od naprężenia zginającego (obciążenia)),
- oznaczanie właściwości mechanicznych tworzyw sztucznych przy ściskaniu (wytrzymałość na ściskanie Rc [MPa], odkształcenie przy wytrzymałości na ściskanie εc [%], zależność naprężenia od przemieszczenia, zmiana odkształcenia przy stałym naprężeniu ściskającym w określonych warunkach temperatury i wilgotności w czasie (pełzanie przy ściskaniu)),
- wytrzymałość na ścinanie przy rozciąganiu połączeń klejonych na zakładkę (wytrzymałość na ścinanie przy rozciąganiu Rt [MPa], maksymalna siła ścinająca Fmax [N]),
- pomiary w podwyższonej lub obniżonej temperaturze -40 do +200°C.
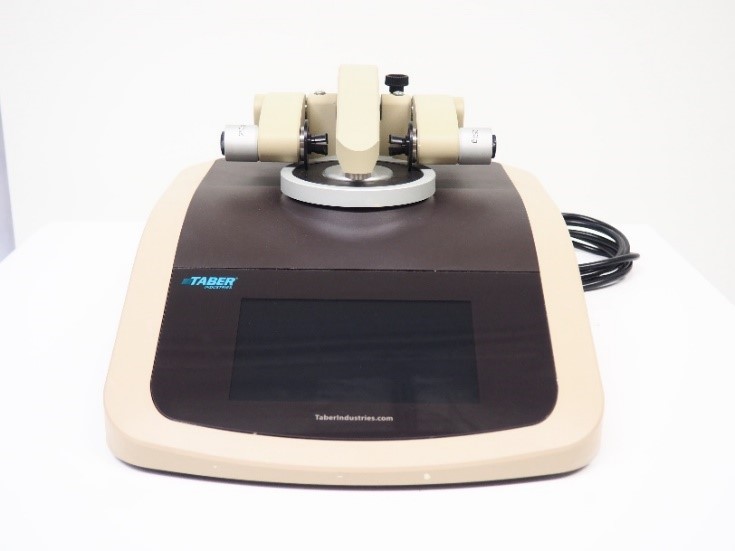
Odporność materiałów na ścieranie metodą Tabera – TABER Rotary Abraser Model 5135
- standardowe obciążenia 250g, 500g i 1.000 g,
- szeroki wybór standardowych kółek ścierających (sztywnych lub elastycznych),
- warunki testu: ścieranie na sucho lub na mokro,
- współczynnik Tabera – liczba określająca podatność danego materiału na ścieranie,
- badanie trwałości powierzchni malowanych, lakierowanych, malowanych proszkowo i galwanizowanych pod kątem odporności na ścieranie, takich jak tkaniny, metale, kamień, ceramika, tworzywa sztuczne, skóra, guma, laminaty, szkło i papier;
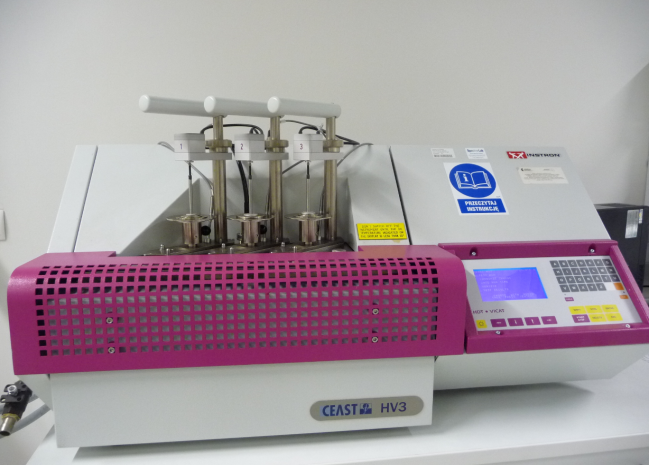
Aparat Instron CEAST HV3 do testów temperatury ugięcia pod obciążeniem (HDT) oraz temperatury mięknienia metodą Vicata (VST)
- zakres pomiarowy od 23 do 300°C,
- badania cieplne, właściwości cieplne i mechaniczne wyrobów i materiałów,
- porównawcza ocena zachowania się różnych materiałów w podwyższonej temperaturze pod obciążeniem przy określonej szybkości wzrostu temperatury,
- optymalizacja produkcji – porównanie materiałów uzyskanych przy różnych parametrach produkcji; ocena właściwości materiału uzyskanego przy różnych parametrach przetwórczych np.: wytłaczania (prędkości), prasowania (ciśnieniu); ocena własności mechanicznych wyrobu dla różnych temperatur użytkowania.
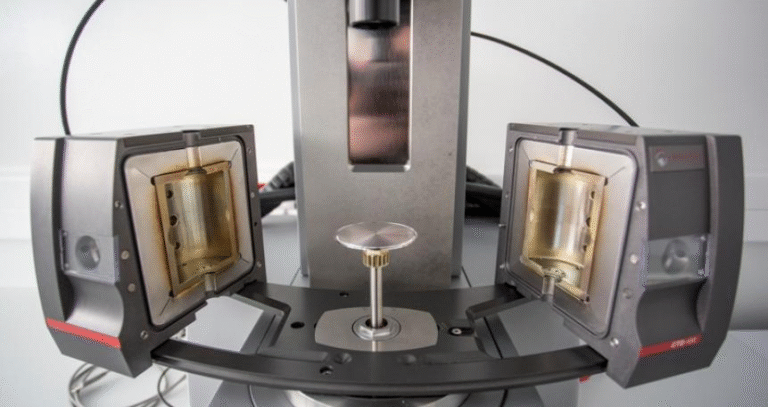
Młot udarnościowy Charpy’ego Instron CEAST 9050 z nacinarką do karbu (trzy znormalizowane typy karbu wg ISO 2818)
- młot wahadłowy o maksymalnej energii 25 J,
- kształtki z karbem lub bez; uderzenie krawędziowe, płaszczyznowe lub uderzenie równoległe (w przypadku tworzyw wzmocnionych warstwowo),
- sztywne tworzywa sztuczne termoplastyczne i termoutwardzalne, przeznaczone do formowania i wytłaczania, tworzywa napełniane i wzmacniane, sztywne płyty z tworzyw termoplastycznych i termoutwardzalnych, laminatów; termoplastyczne i termoutwardzalne kompozyty wzmocnione włóknami, kompozycje napełnione i wzmocnione, termotropowe polimery ciekłokrystaliczne,
- porównanie właściwości udarnych podobnych rodzajów materiałów,
- nadaje się do badania materiałów charakteryzujących się międzywarstwowym przełomem poślizgowym lub materiałów wykazujących efekty powierzchniowe spowodowane czynnikami środowiskowymi, nie nadaje się dla materiałów spienionych i wielowarstwowych struktur zawierających materiał spieniony.

Reometr rotacyjny Anton Paar MCR302
- prędkość ścinania: 0,01 do 8000 s-1,
- układ pomiarowy płytka-płytka 25 mm i płytka-stożek (1°),
- możliwość pomiaru w atmosferze N2,
- prędkość ścinania: 0 do 2·104 s-1,
- zakres momentu obrotowego: od 0 do 10 mNm,
- zakres pomiarowy naprężenia ścinającego: 0 do 104 Pa,
- zakres pomiarowy lepkości dynamicznej: 0,01 do 20 Pa·s (w zależności od zastosowanego układu pomiarowego),
- pomiary w zakresie temperaturowym od –100 do +250°C (reometr Anton Paar MCR302) – w zakresie ograniczonym przez właściwości próbki,
- pomiary rotacyjne: lepkość dynamiczna [Pa·s], lepkość zespolona η* [Pa·s],
krzywa lepkości η(γ), krzywa płynięcia η(τ), granice płynięcia, lepkość w funkcji czasu
lub temperatury, krzywa zależności lepkości od temperatury, krzywa zależności lepkości od prędkości ścinania, - pomiary oscylacyjne: moduł magazynowania/zachowawczy/sprężystości G’, moduł zespolony G*, moduł stratności/lepkości G”, przebieg G’ i G” w funkcji amplitudy
i częstotliwości, przemiatanie amplitudą, współczynnik stratności mechanicznej tg(), temperatura zeszklenia Tg, pełzanie i odzysk, - analiza termiczna dynamicznych właściwości mechanicznych (temperatura zeszklenia (Tg) polimeru termoplastycznego [°C], moduł sprężystości G’, moduł strat G”, współczynnik stratności tg(δ), punkt żelowania i czas utwardzania żywic, czas krystalizacji stopów polimerowych).
Plastometr obciążnikowy Instron CEAST MF20
- plastometr ze standaryzowanymi obciążnikami: 1,2 kg, 2,16 kg i 5 kg,
- temperatura badania w zakresie od 50 do 400°C,
- masowy wskaźnik płynięcia wyrażony w g/10 min. i/lub objętościowy wskaźnik płynięcia
w cm3/10 min. w określonych warunkach badania (temperatura, obciążenie), - wyznaczenie masowego (MFR) lub objętościowego (MVR) wskaźnika płynięcia stopionego tworzywa (szybkości płynięcia) MFI metodą obciążnikową w określonej temperaturze i przy określonym obciążeniu podczas tłoczenia przez dyszę o standardowej średnic,
- określenie zdolności płynięcia tworzywa termoplastycznego w danej temperaturze, ocena właściwości przetwórczych tworzywa, porównanie tworzyw o różnej zwartości napełniacza oraz tworzyw termoplastycznych z napełniaczami i bez napełniaczy,
- określenie wpływu rodzaju napełniacza na właściwości reologiczne tworzywa, identyfikacja tworzyw sztucznych, kontrola jakości i charakterystyka reologiczna surowca,
- określenie charakterystyki surowca na potrzeby technologii przetwarzania metodą wtrysku oraz wytłaczania.

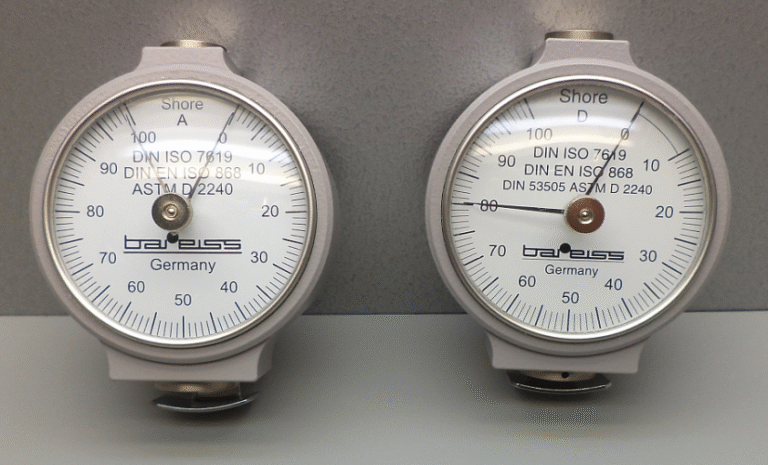
Zestaw twardościomierzy Shore’a Barielss:
HP-A, HP-D
- pomiar twardości maksymalnej (natychmiastowy – po 1 s) i po określonym czasie (standardowo 15 s),
- twardość ciał stałych niemetalowych metodą statyczną wgłębnikową w skaliShA (materiały miękkie), ShD (materiały twarde),
- minimalna grubość próbki do badań powinna wynosić 4 mm, dopuszcza się nakładanie warstwowe próbek w celu uzyskania minimalnej grubości. Próbka musi umożliwiać wykonanie pomiaru co najmniej 9 mm od brzegu i posiadać powierzchnie płaskie o promieniu minimum 6 mm,
- badanie właściwości mechanicznych materiału: gumy, kompozyty, sztywne tworzywa sztuczne, elastomery (w tym termoplastyczne), materiały komórkowe i żelopodobne, materiały budowlane. Branże: poligrafia, mechanika, motoryzacja.
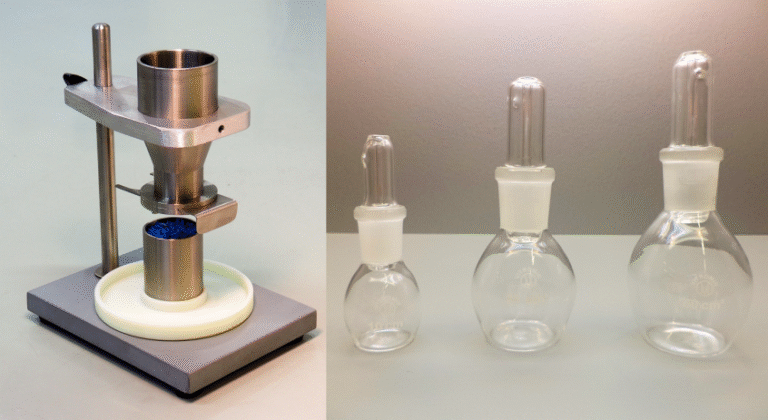
Zestaw piknometrów do oznaczania gęstości rzeczywistej (ciężaru właściwego) materiałów. Lejek do pomiaru gęstości nasypowej.
- oznaczenie gęstości nasypowej tworzywa przechodzącego przez określony lejek (gęstość nasypowa) metodą wagową,
- wyznaczenie masy i objętości próbki w celu obliczenia gęstości (gęstość pozorna),
- kontrola jakości produktu, dobór i kontrola jakości surowców przetwórstwa tworzyw sztucznych, kontrola procesu mieszania i wytłaczania tworzyw sztucznych,
- ocena wpływu dodatku do tworzyw oraz technologii otrzymywania wyrobu na jego masę końcową,
- gęstość (ciężar właściwy), gęstość pozorna, gęstość nasypowa [kg/m3] jest średnią arytmetyczną z przeprowadzonych pomiarów, w przypadku gęstości nasypowej dokładność oznaczenia jest zależna od rozmiaru i kształtu cząstek badanego materiału.
Komora do testów starzeniowych Atlast UV Test oraz Q-LAB QUV.
- Komora do testów starzeniowych Atlast UV Test oraz Q-LAB QUV z lampami fluorescencyjnymi UV 313 nm (UV-B) lub 340 nm (UV-A).
- Możliwość programowania cykli badawczych (jasny/ciemny) o różnym natężeniu promieniowania UV i temperaturze oraz z nadeszczaniem lub kondensacją pary wodnej na powierzchni próbek (cykl ciemny).
- Przyspieszona symulacja działania naturalnych czynników klimatycznych (atmosferycznych, pogodowych: świetlenia (promieniowanie z zakresu 300 – 400 nm), temperatury, wilgotności, kondensacji pary wodnej) na badany obiekt.
- Optymalne wymiary próbek: grubość do 5 mm, szerokość 70-76 mm, długość 100-152 mm.
- Wizualna ocena zmian powierzchniowych lub kolorymetryczny pomiar zmiany barwy w układzie CIE Lab, zmiany właściwości mechanicznych. Fotografia porównawcza próbki i wzorca po ustalonym czasie w trakcie lub po zakończeniu badania.

Komora starzeniowa Q-SUN Xe
- Lampy ksenonowe z filtrem światła dziennego Daylight Q.
- Możliwość zaprogramowania cykli badawczych o różnym natężeniu promieniowania, temperaturze, wilgotności i czasie trwania.
- Wielkość przestrzeni badawczej: 45 × 70 × 20 cm (gł. × szer. × wys.).
- Przyspieszona symulacja działania promieniowania słonecznego, temperatury
i wilgotności na wyroby i materiały. - Przyspieszone badania starzeniowe, fototrwałości i fotostabilności wyrobów oraz materiałów narażonych na działanie światła słonecznego w obecności czynników środowiska zewnętrznego.
- Możliwość symulacji określonych rzeczywistych warunków klimatycznych i czasu ekspozycji w warunkach naturalnych.

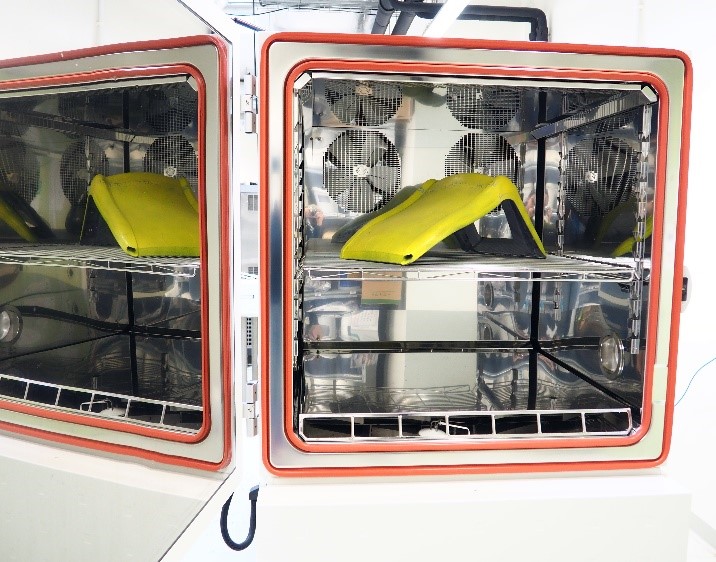
Komora klimatyczna WEISS Technik ClimeECO C4-1000
- Zakres zmian temperatury: od –30°C do +140°C.
- Zakres regulacji wilgotności: od 10 do 95%.
- Szybkość grzania / chłodzenia: 3°C /min.
- Pojemność komory: 990 L; Wymiary wewnętrzne komory: 950 mm × 1100 mm × 950 mm (wys. × szer. × gł.)
- Materiały budowlane i konstrukcyjne, tworzywa sztuczne, motoryzacja, elektronika, kleje, farby, lakiery, powłoki izolacyjne i antykorozyjne, kosmetyki, opakowania, farmacja, artykuły spożywcze.
- Symulacja warunków użytkowania, magazynowania i transportu produktów; testy statyczne oraz dynamiczne; testy klimatyczne krótko- i długotrwałe jako wstęp do badań wytrzymałościowych wyrobu po przebywaniu w warunkach zaostrzonych; obserwacja bieżąca funkcjonowania sprzętu elektronicznego w warunkach bardziej wymagających; wyznaczanie rozszerzalności liniowej materiałów i stabilności wymiarowej wyrobów.
Komora klimatyczna Espec ARS-0220
- Symulacja rzeczywistych warunków pracy i użytkowania wyrobów oraz materiałów poprzez cykliczne, przedłużone działanie temperatury i wilgotności
- Zakres temperatur badania: od -75 do +180°C. Zakres wilgotności: od 10 do 98% RH (zakres temperatury dla pracy z wilgotnością: od 10 do 95°C). Objętość komory 220L.
- Testy statyczne oraz dynamiczne; testy klimatyczne krótko- i długotrwałe jako wstęp do badań wytrzymałościowych wyrobu po przebywaniu w warunkach zaostrzonych
- Obserwacja bieżąca funkcjonowania sprzętu elektronicznego w warunkach bardziej wymagających wyznaczanie rozszerzalności liniowej materiałów i stabilności wymiarowej wyrobów

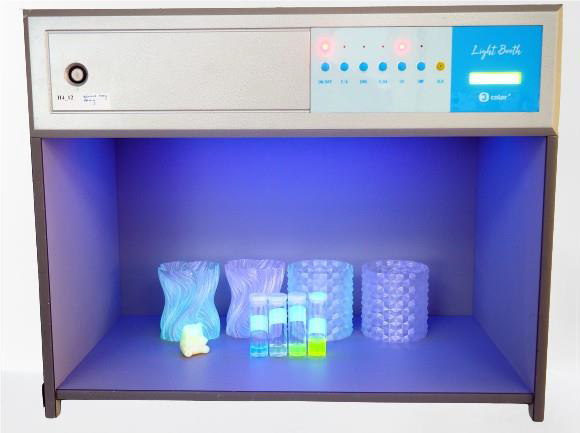
Komora świetlna Light Booth 3Color LB5 z lampami fluorescencyjnymi, żarowymi i UV
- Wizualna ocena barwy, różnicy barwy w odniesieniu do wzorca, wpływu rodzaju zastosowanego oświetlenia na postrzeganą barwę.
- Zastosowanie komory świetlnej umożliwia znormalizowaną, powtarzalną i odtwarzalną ocenę barwy z pominięciem wpływu czynników zewnętrznych (innych źródeł światła, jego natężenia i charakterystyki widmowej) na potrzeby kontroli jakości i doboru barwy, oceny barwy i zmiany barwy oraz wydruków.
- Standardowe, znormalizowane źródła światła (temperatura barwy): D65 (6500K), TL84 (4000K), CWF (4200K), F/A (2700K), UV (n. d.).
- Możliwy jest pomiar z jednoczesnym użyciem dwu lub większej liczby dostępnych źródeł światła.
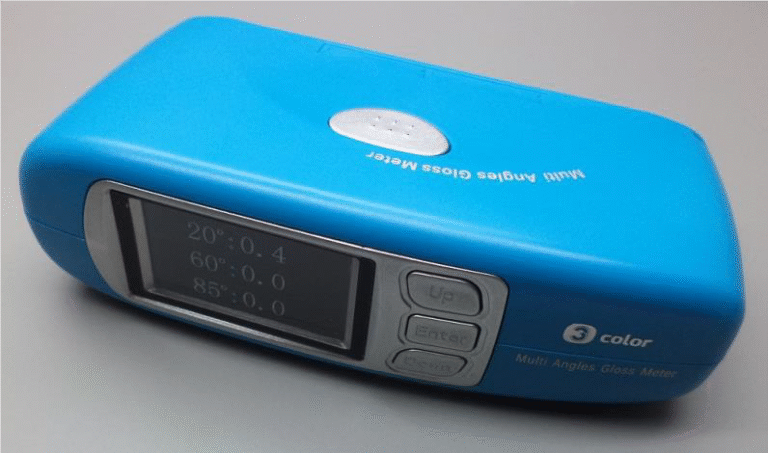
Połyskomierz 3Color GM30.
- Pomiar połysku płaskiej powierzchni ciał stałych, wyrobów z tworzyw sztucznych, metali, powłok, lakierowanych, barwionych w masie i innych.
- Pomiar połysku pod kątem 20°, 60° i 85° – odbicia niespolaryzowanego światła białego od badanej powierzchni. Dla powierzchni o wysokim połysku odpowiednia jest geometria pomiaru 20° (dla próbek wykazujących połysk >70 GU przy 60°), dla powierzchni matowych – 85° (<10 GU przy 60°) a dla pozostałych – 60°. Pomiar dokonywany jest jednocześnie dla wszystkich kątów.
- Połysk w jednostkach połysku [GU] mierzonego pod kątem 20°, 60° i 85° do badanej powierzchni.
Reometr kapilarny Instron CEAST SR10 Smart RHEO 1000
- Wyznaczanie charakterystyki reologicznej stopionych termoplastycznych i termoutwardzalnych polimerowych tworzyw sztucznych podczas izotermicznego przepływu kapilarnego: lepkość, prędkość ścinania
- Badania lepkości stopionych polimerów w warunkach wysokich temperatur (do 400°C) oraz dużych prędkości ścinania.
- Badanie polega na wypychaniu przez tłok stopionej próbki umieszczonej w cylindrze przez kapilarę o określonej średnicy, przy jednoczesnym pomiarze siły działającej na tłok oraz ciśnienia w cylindrze.
- Wyniki pomiaru są: Lepkość [Pas] Krzywa lepkości w funkcji temperatury, czasu lub prędkości ścinania. Krzywa płynięcia, krzywa prędkości ścinania od temperatury.
- Zestaw kapilar: D = 1 mm, L = 5 mm; D = 1 mm, L = 20 mm. Głowica pomiarowa siły do 10 kN.
- Czujnik ciśnienia: 3,5 – 140 MPa. Prędkość przesuwu tłoka: 0,0024 do 1200 mm/min. Zakres temperatur: 50 – 400°
- Możliwość pomiaru w atmosferze N2.

Elektroniczny, hydrauliczny tester przyczepności DeFelsko PosiTest AT-A
- Badanie przyczepności ([MPa] ciśnienia zrywającego) powłok antykorozyjnych, klejów, farb i lakierów do różnych typów podłoży.
- Ocena adhezji powłok do powierzchni takich jak: drewno, beton, tworzywa sztuczne, metal, szkło.
- Automatyczny pomiar przy użyciu sterowanej elektronicznie pompy hydraulicznej z cyfrowym odczytem wartości pomiarowej.

CSM Instruments CALOTEST CAT2
- Pomiar grubości powłok jedno- i wielowarstwowych metodą wytarcia kulowego z użyciem zawiesiny polerskiej.
- Grubość powłoki jest wyznaczana na podstawie pomiaru mikroskopowego powstałego w formie pierścieni obszaru. Ocena porównawcza odporności na ścieranie.
- Zakres grubości badanych powłok:
od 0,1 μm do 50 μm. Prędkość wału: od 10 do 3000 obr./min. Zakresy czasu tarcia: od 1 s do 15 min. Standardowe średnice kulki:10, 15, 20, 25,4 i 30 mm dostosowane do różnych grubości powłok. - Badaniom można poddać próbki płaskie, sferyczne lub cylindryczne.

Termoformierka Velen Vacu3d A4
- Termoformowanie próżniowe tworzyw sztucznych
- Wymiary powierzchni stołu roboczego: 210 x 297 mm [A4]. Maksymalny rozmiar modelu wypukłego: 155 x 240 x 100 mm. Maksymalny rozmiar modelu wklęsłego: 170 x 260 x 100 mm.
- Maksymalna temperatura pracy: 190˚C.
- Wykonanie formy z obiektu na podstawie gotowego modelu (możliwość wykonania modelu w technologii druku 3D metodą FDM z ABS według przesłanego projektu) – materiały: aluminium, MDF, ABS, poliuretany.
- Określenie wpływu temperatury i czasu na procesu na wynik formowania.
- Ocena wizualna wpływu parametrów procesowych na występowanie ewentualnych wady wyrobów.

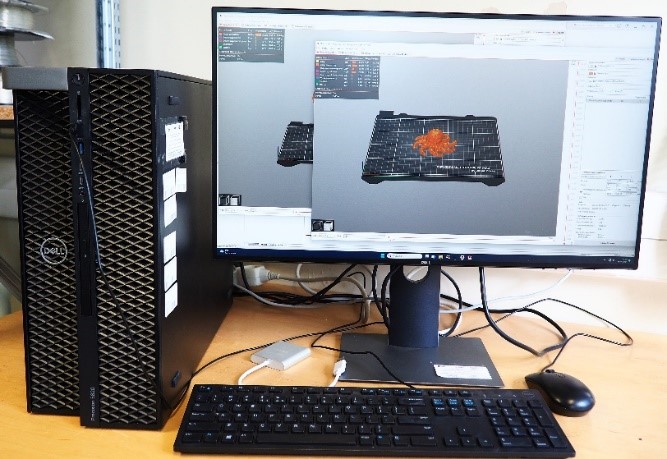
Stanowisko komputerowe z oprogramowaniem do modelowania 3D.
- Przygotowanie modeli obiektów przeznaczonych do druku 3D (FDM).
- Modelowanie inżynierskie jest wykorzystywane w różnych gałęziach przemysłu. Szeroka gama dostępnych oprogramowań 3D pomaga w tworzeniu cyfrowej reprezentacji modeli mechanicznych lub ich części, zanim zostaną one fizycznie wytworzone. Oprogramowanie CAD/CAM pozwala nie tylko na tworzenie modeli, ale również składanie ich oraz obserwowanie funkcjonalności.
- Modelowanie 3D stanowi nieodłączną część procesu rapid prototyping (szybkiego prototypowania) w druku przestrzennym.
Skaner SMARTTECH 3D EDU 2×5 Mpix do pomiarów geometrycznych z możliwością realistycznego skanowania
- Narzędzie metrologiczne certyfikowane zgodnie z niemiecką normą VDI/VDE 2634.
- Przygotowanie w procesie skanowania 3D cyfrowego odwzorowania przestrzennego obiektu fizycznego.
- Model CAD, pliki chmury punktów (np. typu .stl, .obj, .asc, .ply).
- Skanery 3D znajdują szerokie zastosowanie w tworzeniu dokumentacji 3D i odwzorowaniu obiektów fizycznych, w inżynierii odwrotnej, pomiarach objętości lub powierzchni, w medycynie, archeologii oraz kontroli jakości – dzięki możliwości porównania wytworzonego obiektu rzeczywistego z jego cyfrowym modelem z programu CAD.
- Skanery optyczne 3D wykorzystują białe światło, nie ingerując w skanowany obiekt. Zadaniem skanera 3D jest analizowanie wskazanego obiektu wraz z jego otoczeniem. W ten sposób możliwe jest zebranie niezbędnych informacji dotyczących jego kształtu czy wielkości i dzięki tym parametrom w dalszych etapach komputerowego przetwarzania chmury punktów możliwe jest stworzenie dokładnego modelu cyfrowego odwzorowywanego obiektu.

Druk 3D w technice FDM
- Narzędzie Drukarki 3D: Prusa i3MK3S+, FlashForge 3D, Printer Guider IIS, FlashForge Creator 3, Creality Ender-3, Creality Ender-5 Pro, Creat Bot F430, Zortrax M300 Plus-V2.
- Wytwarzanie obiektów 3D na podstawie modelu cyfrowego z materiałów termoplastycznych.
- Technika Fused Deposition Modeling (FDM) polega na tworzeniu trójwymiarowych obiektów z ich modeli cyfrowych poprzez osadzanie metodą „warstwa po warstwie” stopionego materiału konstrukcyjnego na stole roboczym urządzenia (drukarki 3D). Proces ten wykorzystuje polimery termoplastyczne w postaci żyłki (włókna, filamentu), takie jak PLA, ABS, TPU, PET-G i inne o specjalnych właściwościach.

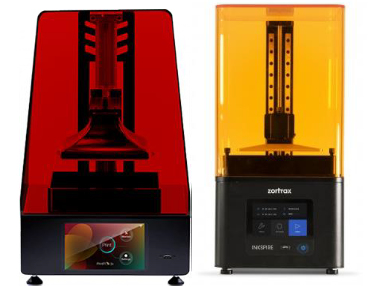
Druk 3D w technice DLP
- Narzędzie Drukarki 3D:Liquid Crystal HR2; Wanhao D11 CGR; Zortrax Inkspire; Wanhao Duplicator 7 Plus
- Wytwarzanie z wysoką precyzją obiektów 3D z żywic fotoutwardzalnych na podstawie ich modelu cyfrowego.
- DLP (ang. Digital Light Processing) to technologia druku 3D polegająca na utwardzaniu ciekłych materiałów światłoczułych (fotopolimerów) za pomocą światła UV. Precyzja wydruków, sięgająca kilkudziesięciu mikrometrów, przewyższa znacznie druk FDM. Niewielka widoczność warstw składowych wydruku oraz jego wysoka rozdzielczość pozwala na lepsze odwzorowanie detali i bardziej powtarzalne drukowanie obiektów o złożonych kształtach.
Druk 3D z proszków polimerowych (SLS)
- Narzędzie Drukarki 3D Sinterit Lisa: – przestrzeń robocza: 130 x 170 x 130 mm, – grubość warstwy: 0,06 – 0,15 mm, – rozdzielczość: 0,1 mm, – laser diodowy o mocy 5W. Drukarka 3D Sinterit Lisa Pro: przestrzeń robocza: 150 x 200 x 260 mm, – grubość warstwy: 0,075 – 0,175 mm, – rozdzielczość: 0,05 mm, – laser diodowy o mocy 5W, – maksymalna temperatura w komorze: 200 °C.
- Wytwarzanie obiektów 3D z proszków poliamidowych i poliuretanowych na podstawie modelu cyfrowego.
- Technologia SLS (ang. Selective Laser Sintering) stanowi jedną z podstawowych metod szybkiego prototypowania polegającą na selektywnym spiekaniu kolejnych warstw proszków termoplastycznych z materiałów takich jak poliamid i termoplastyczny poliuretan. W porównaniu z tradycyjnymi metodami, takimi jak obróbka skrawaniem czy odlewanie, SLS oferuje często lepszą jakość wykonania oraz większą swobodę w kształtowaniu geometrii elementów.

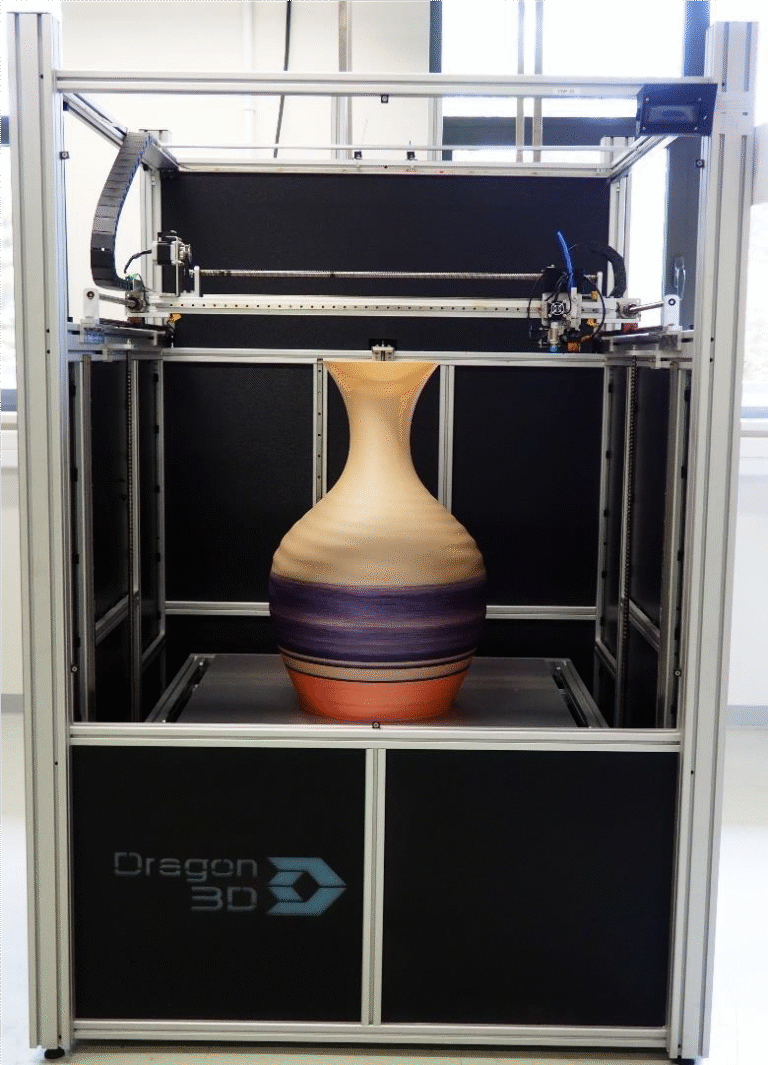
Wielkogabarytowy druk 3D w technice FDM
- Narzędzie Drukarka DRAGON 3D
- Wielkogabarytowy obiekt 3D wykonany z wybranego materiału termoplastycznego, możliwe jest szybkie i dokładne wykonywanie dużych obiektów, o rozmiarach sięgających 1×1×1 m.
- Druk 3D FDM w wielkiej skali wykorzystuje szybką drukarkę z dwukanałową głowicą przyspieszającą druk obiektów trójwymiarowych na podstawie ich modeli cyfrowych. Duże pole robocze urządzenia umożliwia wytwarzanie modeli o objętości do 1 m3.
- Znajduje zastosowanie do wytwarzania i prototypowania obiektów w przemyśle, architekturze, reklamie i wielu innych dziedzinach, gdzie konieczne jest szybkie przygotowanie dużych, złożonych obiektów trójwymiarowych.
Modułowy zestaw urządzeń przetwórczo-pomiarowych do wytłaczania tworzyw termoplastycznych Haake PolyLab OS (Thermo Scientific).
- Wytłaczarka jednoślimakowa Rheomex 19/25; L/D 25; średnica śruby 19,05 mm; maksymalna temperatura 450˚C, trzy strefy grzejne.
- Wytłaczarka dwuślimakowa Rheomex 16/25; średnica śruby 16 mm; L/D 25; maksymalna temperatura 350˚C; siedem stref grzejnych.
- Otrzymanie wytłoczonego materiału w postaci strugi, granulatu lub folii. Określenie parametrów procesu przetwórczego.
- Homogenizacja układu polimer/napełniacz (modyfikator).

Przemysłowa linia do produkcji filamentu ZAMAK MERCATOR
- Linia wyposażona w wytłaczarkę jednoślimakową EXP 32-32 o maksymalnej wydajności 30 kg/h.
- Zakres regulacji temperatury pracy wytłaczarki: od 30 do 400°
- Formowanie filamentu do druku 3D o wymaganej standardowej średnicy (1,75/2,85/3,00 mm) w skali półprzemysłowej (dokładność 0,03 mm) z materiałów: PLA, ABS, PP, PE, TPU, PET, PET-G, PA, kompozytów oraz ich mieszanin. Możliwość przygotowania granulatów z tych materiałów.

Przemysłowa linia do wytłaczania firmy GAMART
- Przemysłowa linia do wytłaczania firmy GAMART wyposażona w wytłaczarkę dwuślimakową, wolumetryczne dozowniki do dodatków w formie stałej i ciekłej, boczny system dozowania, wannę chłodzącą i pelletyzator nożowy.
- Homogenizacja polimerów termoplastycznych wraz z dodatkami, takimi jak: napełniacze w formie stałej (włókna roślinne, proszki), modyfikatory w postaci stałej i cieczy (oleje), stabilizatory, plastyfikatory, barwniki i inne w celu wytworzenia blend polimerowych
w postaci granulatu. - Wytworzenie w skali półprzemysłowej granulatów kompozytów bądź blend polimerowych z dodatkami z materiałów termoplastycznych: PLA, ABS, PP, PE, TPU, PET, PET-G, PA.

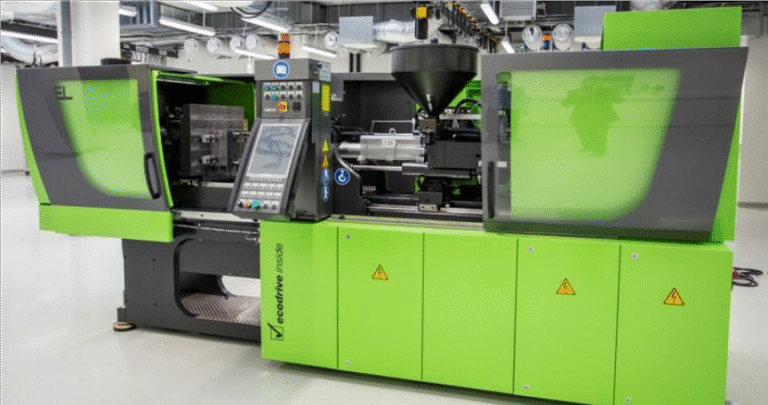
Wtryskarka Engel e-victory 170/80
- Bezkolumnowa wtryskarka Engel e-victory 170/80 z elektrycznym napędem jednostki wtryskowej, hydraulicznym napędem jednostki zamykania i z układem plastyfikującym o geometrii standardowej G1 (uniwersalnej) ze ślimakiem o średnicy 25 mm do przetwarzania tworzyw czystych oraz napełnianych (nie zawierających siarki). Temperatura nagrzewania do 350°C. Siła zamykania do 800 kN.
- Forma wtryskowa z wymiennymi wkładkami na kształtki do badań. Uniwersalne kształtki pomiarowe typu 1A zgodne z normą ISO 527 przeznaczone do badań mechanicznych oraz palności metodą wg normy EN 60695.
- Wykonanie serii kształtek pomiarowych typu 1A do badań zgodnie z normą ISO 527. Proces wtryskiwania przeprowadzany jest zgodnie z normą ISO 294-1 lub przy innych zadanych parametrach. Kształtki przeznaczone są do wykonywania badań mechanicznych, starzeniowych, kąta zwilżania powierzchni wodą lub palności. Proces pozwala określić optymalne parametry wtrysku kształtki, co (w ograniczonym zakresie) pozwala na przeniesienie tych parametrów na inny detal o podobnej masie.
Mieszalnik typu V Tencan QXM Model: V-50
- Mieszalnik typu V jest mieszalnikiem bębnowym składającym się z dwóch asymetrycznych cylindrów połączonych ze sobą u podstawy w kształt litery V pod kątem 60°, co w trakcie ich obracania zapewnia intensywne mieszanie i wymianę znajdującego się w jego obu częściach materiału.
- Mieszalnik jest odpowiedni do przygotowywania mieszanin o średniej gęstości nasypowej nie przekraczającej 4 g/cm3.
- Prędkość obrotów: regulowana w zakresie od 8 do 34 rpm Objętość bębna: 50 L Ładowność (50% całkowitej pojemności bębna): 25 L materiału Sypkiego W przypadku mieszania razem z mielnikami, całkowita objętość materiału z mielnikami nie może przekraczać 2/3 objętości bębna.

Przesiewacz klasyfikujący iPro PK-60-4a z napędem wibracyjnym.
- Średnica sit: 600 mm
- Zestaw dziewięciu sit ze stali nierdzewnej obejmujący rozmiar oczek od 40 do 1000 µm oraz 25 mm
(do usuwania nadziarna). Wysyp boczny na każdej z półek. - Przesiewanie mieszanin, proszków, granulatów lub innych suchych materiałów sypkich z użyciem półprzemysłowego wibracyjnego separatora sitowego (przesiewacza) w szerokim zakresie rozdziału z możliwością podziału na wiele frakcji. Półki przesiewacza wyposażone są w króćce wysypu bocznego, co umożliwia ciągły odbiór frakcji w trakcie pracy urządzenia. Pracę ciągłą urządzenia umożliwia króciec zasypowy umieszczony centralnie w pokrywie przesiewacza.
- Do pięciu jednocześnie wyodrębnianych frakcji.

Laboratoryjna suszarka fluidyzacyjna EUREKA SL250 z filtrem odpylającym z zasobnikiem
- Suszenie substancji sypkich. Frakcjonowanie wysuszonych materiałów, oddzielanie pyłu od materiału właściwego.
- Suszenie i frakcjonowanie fluidalne służą do usuwania wilgoci z różnorodnych materiałów sypkich oraz do ich odpylania (proszki, granulaty, ziarna – granulaty tworzyw sztucznych, nasiona, produkty naturalne).
- Proces polega na doprowadzeniu strumienia gorącego gazu lub powietrza do warstwy rozdrobnionego materiału zapewniającego efektywne usuwanie wilgoci. Dzięki ściśle dopasowanym parametrom minimalizowane są straty materiału przy jednoczesnej wysokiej wydajności suszenia i odpylania. Frakcjonowanie suszonych materiałów odbywa się za pomocą filtrów umożliwiających usunięcie pyłu z suszonego materiału z 95% skutecznością.

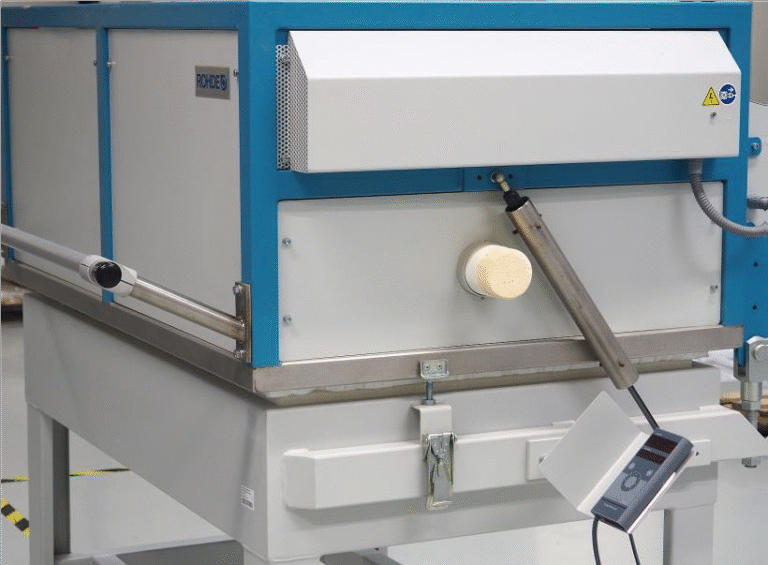
Elektryczny piec do termicznej obróbki szkła i wypalania ceramiki Rohde FE 250.
- Wytwarzanie materiałów ceramicznych i ogniotrwałych (wypalanie).
- Spiekanie proszków (np. prasowane proszki metali).
- Odprężanie szkła – usuwanie naprężeń trwałych.
- Powlekanie (nanoszenie powłok) oraz zdobienie ceramiki i szkła (fusing).
- Badania szkła i ceramiki.
- Pojemność 250 L. Wymiary wnętrza: 1100 x 600 x 410 mm. Moc grzewcza: 11 kW. Izolacja: dwuwarstwowa. Ogrzewanie: jednostronne. Elementy grzejne: kwarcowe promienniki podczerwieni. Maksymalna temperatura 1000°C.
Walcarka laboratoryjna mieszająca VM-150/280 Zamak Mercator
- Nagrzewanie do 230˚C.
- Zakres prędkości walców: 5 do 35 obr./min.
- Wytwarzanie masterbatchy i compouding metodą mieszania na walcach w stopionej masie
- Przygotowanie mieszanin polimerów termoplastycznych z granulatów z użyciem dodatków, napełniaczy, modyfikatorów, plastyfikatorów i barwników.
- Homogenizacja układów polimerowych.

Disolwer laboratoryjny proLAB 220/8-V
- Rozpuszczanie substancji stałych w cieczach oraz dyspergowanie cząstek stałych w cieczach i cieczy w cieczach. Preparatyka mieszanin specjalnych.
- Disolwer przeznaczony jest do otrzymywania mieszanin ciekłych w postaci roztworów, emulsji i zawiesin na potrzeby przemysłu chemicznego, kosmetycznego, farbiarskiego, tworzyw sztucznych
- Wykonanie mieszaniny składników dostarczonych przez Zamawiającego w oparciu o indywidualnie dobrany program mieszania oraz recepturę. Możliwość pracy w regulowanych warunkach podciśnienia / próżni do -0,98 bara oraz w zakresie obrotów do 5000 rpm.
- Disolwer laboratoryjny proLAB 220/8-V o pojemności zbiornika procesowego 8 dm3, wyposażony w przystawkę próżniową. Warianty końcówek mieszających: flower, sprężynowe, turbinowe, zwężkowe, Shamrock’a oraz tarcze dyspergujące turbinowe, z niskim zębem lub standardowe.

Stanowisko do natrysku
- Wyposażone jest w komorę Olimpia l’Ecologica o wymiarach obszaru robocznego 1500 × 1100 × 800 mm oraz system do elektrostatycznego natrysku proszkowego INOCART VT Sames Kremlin
z pistoletem INOGUN z powielaczem napięcia oraz sterownikiem INBOX do natrysku ręcznego i automatycznego. - Natryskowe osadzanie proszkowych powłok polimerowych
- Usługa obejmuje przygotowanie powierzchni obiektu pokrywanego powłoką proszkową (odtłuszczenie i rozwinięcie powierzchni metodami mechanicznymi i chemicznymi) oraz nanoszenie proszkowe powłok z materiałów takich jak poliestry, epoksydy, czy akryle.
- Wyposażone jest w komorę Olimpia l’Ecologica o wymiarach obszaru robocznego 1500 × 1100 × 800 mm oraz system do elektrostatycznego natrysku proszkowego INOCART VT Sames Kremlin
